






T型模具和涂布机模具
T型模具
提供用于聚丙烯、聚乙烯、聚酯等薄膜和片材成型的T型模。 根据所使用的聚合物,可以通过模拟进行流道设计,还可以进行精密研磨、超镜面加工和5米以上的电镀。

主要加工精度
| 直线度。 |
30µm/1000mm(镜面抛光) 10µm/1000mm(超镜面抛光) |
|---|---|
| 表面粗糙度。 | Ra0.03µm (镜面加工) Ra0.01µm (超级镜面加工) |
| 边缘R | 30µm(镜面加工) 20µm (超级镜面加工) *工件材料质是以单片机为基础+镀HCr。 |
| 使用的原材料。 | PP/PET/NY/其他 |
| 应用。 | 光学薄膜/胶布/包装膜等。 |
| 特长 | 可以设计最佳的聚合物流动路径。 |
超级成品样品和T字形的涂层
-
 SKD材料
SKD材料
-
 HCr镀层
HCr镀层
按材料划分的标准加工精度
按材料划分的精加工方法和标准加工精度
(1) 单片机类型+HCr电镀
| 精加工方法 | 精度分类 | 直线度 | 表面税 | 边缘R |
|---|---|---|---|---|
| 鏡面仕上 | - | 30µm/1000mm | Ra0.03µm | 30µm |
| 超级镜面抛光 | - | 10µm/1000mm | Ra0.01µm | 20µm |
(2)SUS630,SKD型
| 精加工方法 | 精度分类 | 直线度 | 表面税 | 边缘R |
|---|---|---|---|---|
| 磨削加工 | - | 5µm/1000mm | Ra0.05µm | 5µm |
(3)超硬溶射品
| 精加工方法 | 精度分类 | 直线度 | 表面税 | 边缘R |
|---|---|---|---|---|
| 磨削加工 | - | 3µm/1000mm | Ra0.025µm | 3µm |
*标准加工精度描述的是波纹地面积的精度。
*标准加工精度是根据加工1500毫米模具的例子来描述的。
超镜面精加工是使用超镜面精加工机实现的。
*研磨精加工是基于使用超精密研磨机。
涂布机模具
涂布机模具作为光学薄膜、液晶面板和其他卷材的涂布模具提供,能够研磨超过5米,以达到所需的平整度、直线度和表面粗糙度。 可以根据所使用的聚合物进行设计。

| 可生产的尺寸 | 磨削精度可达7000毫米(标准研削加工) ~可达2000毫米(精密研磨) ~4000毫米(超镜面加工) |
|---|---|
| 主要加工精度 |
直线度 5 µm / 1500 mm (标准研削加工) 直线度 1.5 µm / 1500 mm (精密研磨加工) *作为一个例子,描述了工件材料质SUS630 |
| 应用。 | 薄膜/玻璃基材的涂层等。 |
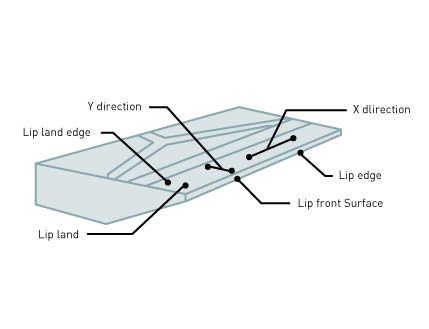
| 特长 | 为了将低粘度的聚合物和溶液涂覆在薄膜、玻璃基材等上,需要对平面度、直线度和表面粗糙度进行精密加工。 |
![]()