PROJECT STORY 社内プロジェクト 微細な吐出孔検査の自動化

INTRODUCTION
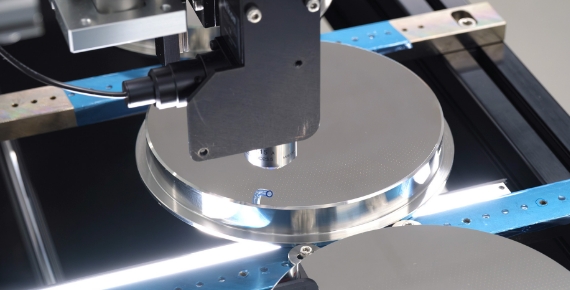
当社の主要製品である化学繊維用紡糸ノズルには、液状になった原料のポリマーなどを糸状の合成繊維に形成するため、無数の吐出孔が開けられている。その径は数十ミクロン単位の微細なもので、その孔のひとつひとつの形状が寸分のくるいもなく均一であることが、高品質の化繊を生産するための必須条件となっている。従来は完成品の検査のため、微細な孔をひとつずつ人間の目で確認していた。「その検査を人に代わって機械ができないだろうか」。そんな現場からの声を受けてプロジェクトはスタートした。しかし、これまで市場にも実例がない検査装置の開発となり、完成までに様々な課題に直面した。プロジェクトに携わった生産技術係の2人がその苦労を振り返る。
MEMBER

2003年入社
技術課生産技術係
K.N
技術開発
2021年入社
技術課生産技術係
F.S
技術開発
より高い品質基準を求めて市場にない検査装置を作る

K.N
以前に別の製品検査を自動化する装置をプロジェクトで開発し、社内的にも「効果があったな」という評価になり、紡糸ノズルの吐出孔の検査装置を開発することになりました。製品をセットするだけで自動的に検査が行える装置で、自動化により検査工程の効率化、製品の品質の安定化を図りました。測定手法の考案など私と上司で基本コンセプトを固めると、続いて人員の選定になります。設計、組み立て、電気的な部分などそれぞれに適した人材を社内から選ぶ中、装置を動かすプログラミングはF.Sに任せることになりました。
F.S
今回のプロジェクトが立ち上がったのは入社2年目のことでした。学生時代は金属加工のプログラミングを勉強してきましたが、装置自体を動かすようなプログラミングは未経験で、勉強中の状態でした。自分の技術を高める機会になるのではないかと参加を決めました。
K.N
ソフト開発は、まずはパソコン上で完結するようなものから、実際に装置を動かすようなものへと技術習得に時間がかかるのが通常ですが、F.Sは実力もあったので担当させてもいいのではと思いました。まさにOJTといった感じでしたね。プログラミングのことよりも、それまで人の目でやってきた検査における、長きにわたり社内で育んできた考え方などについてアドバイスしました。
K.N
ソフト開発は、まずはパソコン上で完結するようなものから、実際に装置を動かすようなものへと技術習得に時間がかかるのが通常ですが、F.Sは実力もあったので担当させてもいいのではと思いました。まさにOJTといった感じでしたね。プログラミングのことよりも、それまで人の目でやってきた検査における、長きにわたり社内で育んできた考え方などについてアドバイスしました。
F.S
検査についての知識も浅かったので、その時教わったことは現在も役立っています。実際にプログラミングに取り掛かる前には、似たような装置のプログラミングを担当した前任者にも話を伺い、新規で作ることも検討しましたが、納期の関係もあり前任者の作ったプログラミングを活用することに決めました。

K.N
開発する装置で第一に求められるのは、何よりも高い品質基準を満たす検査性能です。検査手法はカメラで孔のひとつひとつを撮影し、画像から品質を判定する方法にしました。人の目に代わるカメラ部分は専業メーカーへの外注となりますが、検査にあったものに改良してもらいました。撮影のためにカメラをどのように動かすか、画像からどのように品質を評価するのか、F.Sには骨を折ってもらいました。
F.S
撮影した複数画像から条件に即した品質に達しているかどうか判断するには、プログラミングが重要になってきます。これまで孔の径を測る装置は社内で開発されていましたが、今回は人が目で見て判断してきたことを数値化していかなければならない。人がやってきたことをどうプログラムに落とし込んでいくか毎日考えていましたね。
K.N
現場の生産性向上のために迅速な検査を実現することも求められます。プロジェクト前の製造部署との打ち合わせで、ひとつの孔にかけられる検査の時間は2秒以内と決まりました。ノズルには数千もの孔が開けられている製品もあります。わずかな時間の差が、検査の効率化に大きな影響を与えるのです。
K.N
現場の生産性向上のために迅速な検査を実現することも求められます。プロジェクト前の製造部署との打ち合わせで、ひとつの孔にかけられる検査の時間は2秒以内と決まりました。ノズルには数千もの孔が開けられている製品もあります。わずかな時間の差が、検査の効率化に大きな影響を与えるのです。
F.S
はじめは「2秒」という課題を考えずに、まずは装置をしっかり動かすことを目標にしました。測定内容、検証のプログラミングは早い段階で組めましたが、やはり時間短縮が高いハードルになりました。その難問には、カメラでの撮影、画像の検査処理、次の孔への移動という一連の動作をそれぞれプログラムの別の場所で行うようにし、カメラの移動中に検査処理を行うという方法で時間短縮を実現しました。

現場の声を聞き作業の簡略化を実現

K.N
新規装置の開発には技術的な知識はもちろんですが、実際に装置を使う現場の声を取り入れ、実用性や安全性へ配慮することも重要な要素になります。装置の稼働後も、現場からは様々な問題点や解決すべき課題が上がってきます。その対応もプロジェクトに付随した業務になります。
F.S
今回は装置のリリース後に、「位置出しに時間がかかる」と現場作業者から要望がありました。せっかく検査で時間を短縮し効率化を図れたのに、検査の前段階で手間取っていてはその意味もなくなってしまいます。何とか作業者が簡単に検査を開始できる方法はないか、いろいろと検討しました。
K.N
製品を装置にセットする段取り作業は自動化するのは難しく、人の手でやるしかない箇所になり、それだけに誤差が出易くもあります。製品のセット時の誤差は検査の精度にも影響を与えます。作業者が時間と神経を使って位置出しを行っていましたが、何とか簡略化できないだろうかとの声が現場から上がってきました。それを実現できたのは今後にとっても大きな成果になったと思います。
F.S
製品に開けられた孔を正しく検査するためには、それぞれの孔の位置を割り出さなければなりませんが、その際に3点の座標を計測することで円の中心を割り出していました。しかし製品をセットするごとに3点を測っていたら時間もかかってしまいます。そこで1点を計測すれば、残り2点は計算して座標を取得というプログラムを作りました。一度測ったら次はだいたい同じ場所に置けば計測できるようになり、作業を簡略化することができました。この部分は一から自分で考えて時間をかけた機能で、もっとも工夫した箇所になります。

K.N
もともと当社には市場にないような装置は自前で作ろうという文化がありました。特に今回のような実現が困難な装置の開発プロジェクトは、成功すると「次はこういうことをしよう」という機運も高まり、社内の活性化にも寄与します。若い人たちにも挑戦する機会になり、やりがいも感じるのではないでしょうか。
F.S
他部署と協力しながら新しいものを形にする達成感の大きい仕事でした。現場で実際に装置が稼働して役立っているところを見るとやりがいも感じました。
今回は前任者から受け継いだプログラムを活用しましたが、次の機会は自分で一から組むような、難しい課題にチャレンジしたいと思っています。
K.N
今回のプロジェクトで得た知見を活かし、今後はさらに高度な自動化や効率化に挑戦していきたいですね。社内にはごく限られた人しか使いこなせない設備や、高い人的スキルが求められる技能がまだまだ残されています。また自動化や効率化に際してAIを取り入れることができないかなども検討課題です。F.Sをはじめとした若い人たちにぜひ期待したいですね。
F.S
今回のプロジェクトに関しても画像検査で、まだ人の判断が必要とされる箇所があるので、そこにAIを活用できないか検討しています。また、プロジェクトに携わる上で社内資料を調べる機会も多かったのですが、それをAIを用いて整理できれば便利だなと個人的には考えています。今後もプログラマーとして新しい技術を絶えず吸収して、会社と共に成長していける人材になりたいですね。