事業案内
製品紹介
技術・サービス紹介
企業情報
企業情報トップ
早わかり化繊ノズル
代表メッセージ・経営理念
会社概要・沿革・拠点一覧
品質・環境方針
設備紹介
お知らせ
採用情報
JP
EN
CN
資料ダウンロード
お問い合わせ
メニュー
事業案内
製品紹介
技術・サービス紹介
企業情報
企業情報トップ
早わかり化繊ノズル
代表メッセージ・経営理念
会社概要・沿革・拠点一覧
品質・環境方針
設備紹介
お知らせ
採用情報
JP
EN
CN
資料ダウンロード
お問い合わせ
PRODUCTS
製品紹介
TOP
製品紹介
ミクロン単位の超精密加工技術を追求してきた経験とノウハウで、お客様の製品開発を成功に導きます。
カテゴリ・技術から探す
カテゴリ
半導体関連
メディカル・バイオ関連
航空宇宙関連
中空糸膜関連
繊維関連
不織布関連
押出金型
装置・ユニット
検索する
半導体関連
吸着ノズル
カテゴリ
半導体関連
ディスペンサーノズル
カテゴリ
半導体関連
インクジェットノズル
カテゴリ
半導体関連
電子ビーム部品
カテゴリ
半導体関連
アパーチャー
カテゴリ
半導体関連
メディカル・バイオ関連
バイオフィラメント成型用金型
カテゴリ
メディカル・バイオ関連
マイクロリアクター
カテゴリ
メディカル・バイオ関連
多列・混繊メルトブローンノズル
カテゴリ
メディカル・バイオ関連
不織布関連
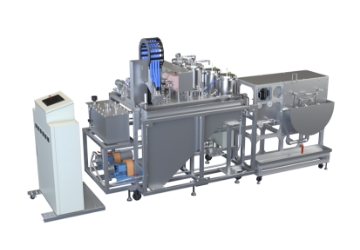
溶液紡糸装置
カテゴリ
メディカル・バイオ関連
中空糸膜関連
繊維関連
装置・ユニット
中空糸ノズル
カテゴリ
メディカル・バイオ関連
中空糸膜関連
スパンボンドノズル・スパンレースノズル
カテゴリ
メディカル・バイオ関連
不織布関連
メルトブローンノズル
カテゴリ
メディカル・バイオ関連
不織布関連
航空宇宙関連
噴射ノズル
カテゴリ
航空宇宙関連
中空糸膜関連
パイロットマシン
カテゴリ
中空糸膜関連
繊維関連
不織布関連
溶液紡糸装置
カテゴリ
メディカル・バイオ関連
中空糸膜関連
繊維関連
装置・ユニット
中空糸ノズル
カテゴリ
メディカル・バイオ関連
中空糸膜関連
繊維関連
パイロットマシン
カテゴリ
中空糸膜関連
繊維関連
不織布関連
不織布製造装置・紡糸装置
カテゴリ
繊維関連
不織布関連
装置・ユニット
溶融紡糸ノズル
カテゴリ
繊維関連
溶液紡糸装置
カテゴリ
メディカル・バイオ関連
中空糸膜関連
繊維関連
装置・ユニット
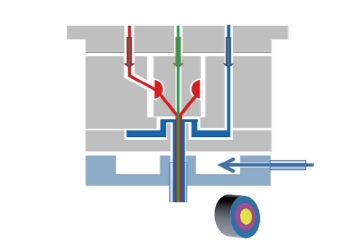
複合紡糸ノズル組立
カテゴリ
繊維関連
乾・湿式紡糸ノズル
カテゴリ
繊維関連
不織布関連
パイロットマシン
カテゴリ
中空糸膜関連
繊維関連
不織布関連
多列・混繊メルトブローンノズル
カテゴリ
メディカル・バイオ関連
不織布関連
不織布製造装置・紡糸装置
カテゴリ
繊維関連
不織布関連
装置・ユニット
スパンボンドノズル・スパンレースノズル
カテゴリ
メディカル・バイオ関連
不織布関連
メルトブローンノズル
カテゴリ
メディカル・バイオ関連
不織布関連
押出金型
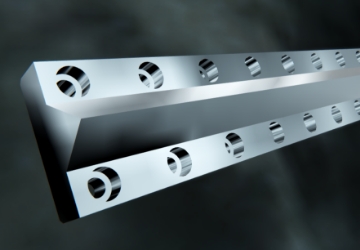
スクリーンチェンジャー
カテゴリ
押出金型
T-ダイ・コーターダイ
カテゴリ
押出金型
装置・ユニット
メンテナンスユニット
カテゴリ
装置・ユニット
不織布製造装置・紡糸装置
カテゴリ
繊維関連
不織布関連
装置・ユニット
洗浄機器・検査装置
カテゴリ
装置・ユニット
溶液紡糸装置
カテゴリ
メディカル・バイオ関連
中空糸膜関連
繊維関連
装置・ユニット
資料ダウンロード
当社の技術資料などをPDF形式で
ご用意しております。
詳しくはこちら
お問い合わせ
製品に関するご質問、技術的なご相談、
お見積りのご依頼など、お気軽にご連絡ください。
詳しくはこちら